附加说明
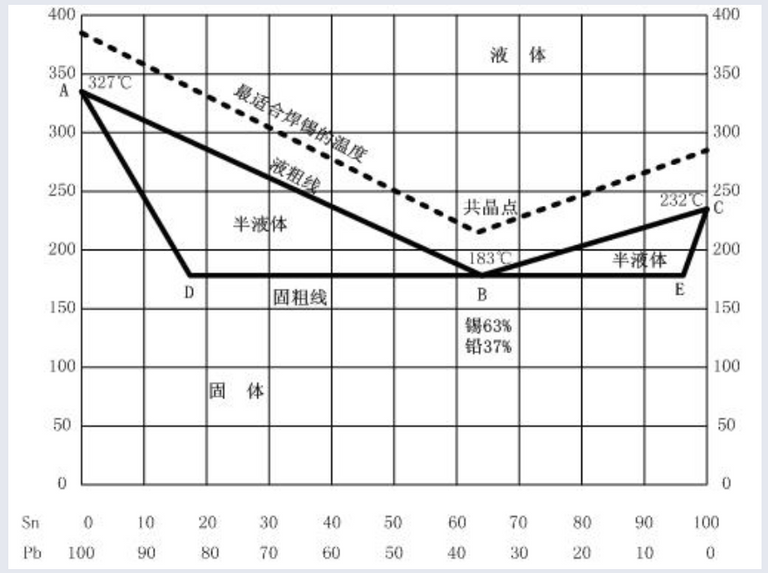
- 锡 、铅合金的状态图
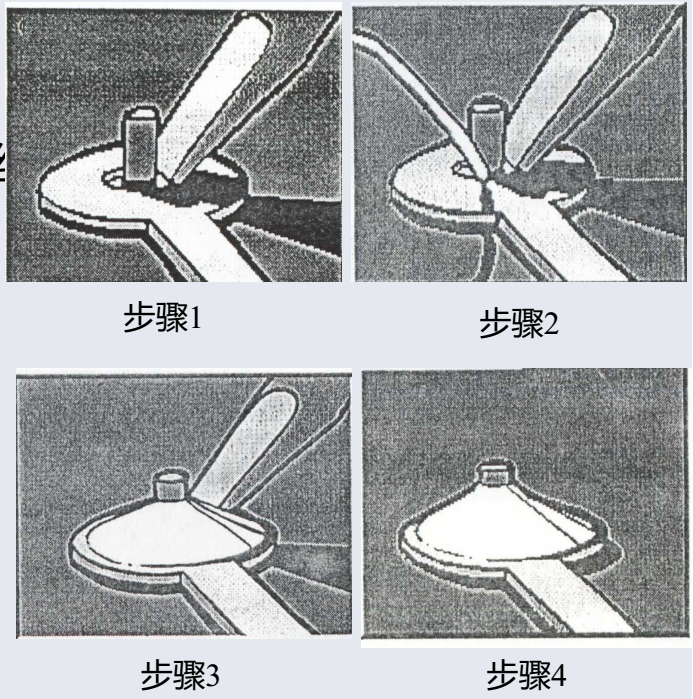
- 穿孔器件焊接步骤
- 预热
- 加焊锡,适量,先拿开焊锡丝
- 焊后加热,后移走烙铁
- 冷却,不可移动
- 错误焊接方法
- 焊锡加在元件引脚上,而不是焊盘上。焊盘预热不好,易造成冷焊。
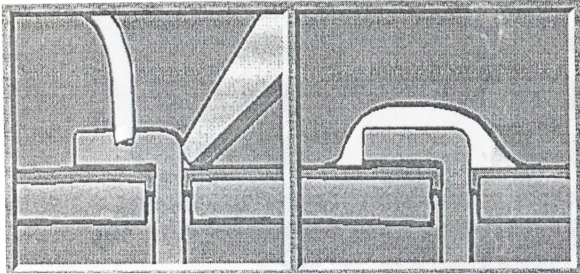
- 焊锡加在烙铁头上,元件引脚、焊盘没有预热,造成虚焊。
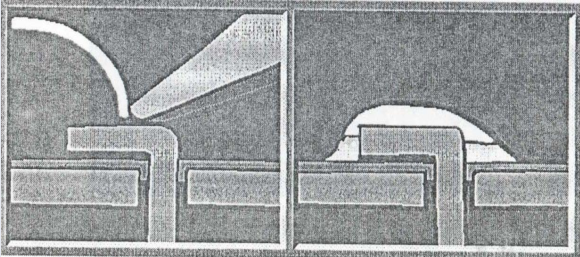
- 焊锡加在元件引脚上,而不是焊盘上。焊盘预热不好,易造成冷焊。
- 优良焊点的几个要素
- 元件的脚和PCB板上的焊盘要形成良好的浸润
- 浸润脚度<60度
- 焊点必须是明亮,光滑和内凹的
- 正确的焊锡量
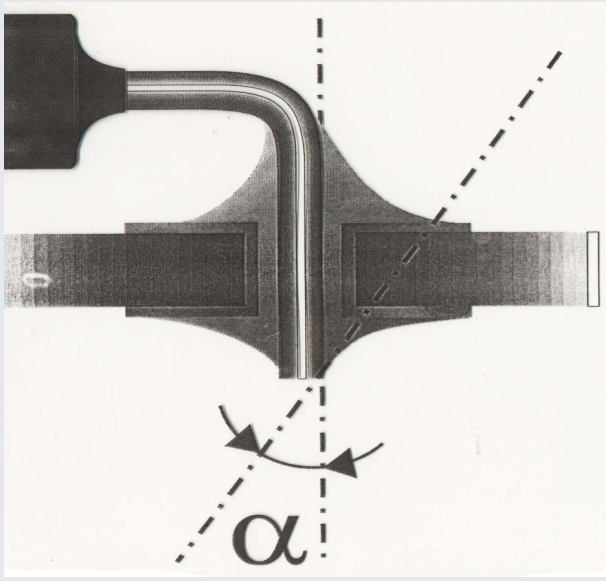
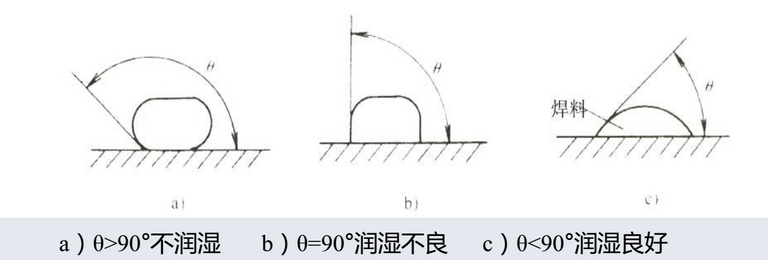
- 焊接过程中的润湿
- 熔化焊料与固体焊件接触面所形成的夹角称为润湿角。
- 润湿的程度通过润湿角的大小做出判断。
- 影响润湿的因素
- 焊件表面油污
- 焊料熔化时的表面张力大 (温度、 使用助焊剂可以减少表面张力)
- 焊接中的扩散
- 焊料与被焊金属表面分子互相扩散在接触面形成3~10um厚合金层。
- 合金层的致密性决定着焊点的机械性能与导电性能。
- 温度过高,扩散层不牢靠。